Παραγωγή στενσιλ για εκτύπωση μεταξοτυπίας





Ένα σημαντικό κομμάτι για την επιτυχή εκτύπωση είναι η προετοιμασία του κατάλληλου τελάρου (στένσιλ). Δυστυχώς, η παραγωγή τελάρου (στένσιλ) σε πολλές επιχειρήσεις θεωρείται μόνο ως ‘’απαραίτητο κακό’’ και συνεπώς τείνει να παραμελείται. Τα παράπονα των πελατών για κακή εκτυπωτική ποιότητα ή διαφορετικά εκτυπωτικά αποτελέσματα σε παραγγελίες που επαναλαμβάνονται είναι συχνά αποτέλεσμα ανεπαρκούς παραγωγής του τελάρου (στένσιλ). Μικρότερα προβλήματα κατά τη διάρκεια της παραγωγής, όπως συχνό καθάρισμα λόγω παραμορφώσεων στο θέμα ή αντικατάσταση της γάζας λόγω ανεπαρκούς διάρκειας ζωής του τελάρου (στένσιλ) επίσης μπορεί να δημιουργούνται από την δημιουργία του τελάρου (στένσιλ). Συνήθως οι αιτίες αυτών των προβλημάτων μπορούν να διορθωθούν με ελάχιστο ή μηδενικό κόστος οικονομικά αλλά και χρονικά. Το ακόλουθο άρθρο περιγράφει συνήθη λάθη και τρόπους επίλυσης τους:
Τεχνικές επάλειψης
Εάν το τελάρο (στένσιλ) επαλείφεται στην επιχείρηση, συνήθως χρησιμοποιείται μια υγρή εμουλσιόν, που εφαρμόζεται χειροκίνητα ή με μηχανική σπάτουλα επάλειψης. Συχνά το λάθος είναι η λανθασμένη τεχνική επάλειψης ή ο λάθος συνδυασμός σπάτουλας και τεχνικής επάλειψης. Ένα σύνηθες αποτέλεσμα είναι να συσσωρεύεται εμουλσιόν στην πλευρά της εκτύπωσης (EOM = emulsion over mesh)* που είναι πολύ χαμηλή και οδηγεί σε μια τραχύτητα στην επιφανειακή τιμή Rz (τιμή επιφανειακής τραχύτητας)*.

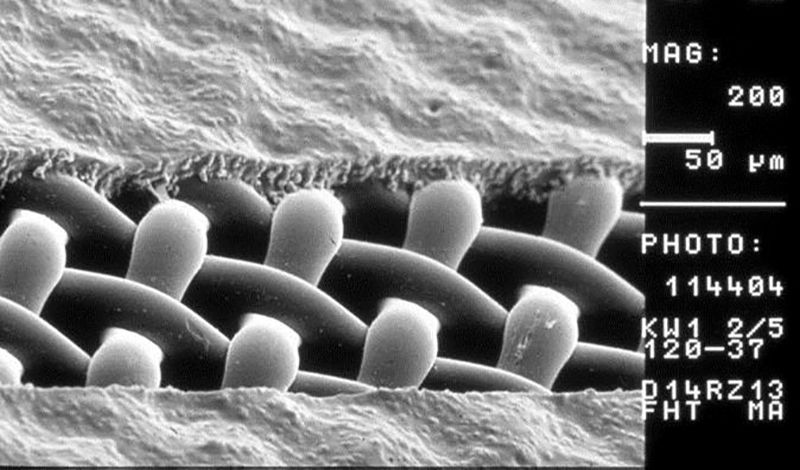
Εικόνα1: Μακροσκοπική λήψη: χαμηλή συσσώρευση εμουλσιόν με υψηλή τιμή Rz
Λόγω της χαμηλής στρώσης εμουλσιόν πάνω από την γάζα (EOM), η ίνα της γάζας στην άκρη του μοτίβου έρχεται σε επαφή με το προς εκτύπωση υλικό και δεν επιτρέπει την καθαρή μεταφορά μελάνης στις περιοχές αυτές. Η ψηλή τιμή Rz στην επίστρωση της εμουλσιόν δημιουργεί υψομετρικές διαφορές ανάμεσα στην γάζα και στις ακμές του θέματος και το μελάνι απλώνει κάτω από τη γάζα. Σε αυτές τις περιπτώσεις το αποτέλεσμα είναι το αποκαλούμενο ‘’πριονωτό εφέ’’ στις ακμές του μοτίβου. Στην εκτύπωση ράστερ, παρατηρείται ότι αντί για κουκίδα εκτυπώνεται αστέρι. Αυτό οδηγεί σε μεγάλες τονικές διακυμάνσεις, μη ελεγχόμενες αλλαγές στα μεγέθη κουκίδας και μουτζούρωμα σε περιοχές με μεγάλες τονικές διακυμάνσεις.

Εικόνα 2: Εκτυπωτικό αποτέλεσμα με πολύ χαμηλή EOM* (στρώση εμουλσιόν πάνω στην γάζα) και πολύ ψηλή τιμή Rz*. Μεγέθυνση 140 φορές.

Εκτυπωτικό αποτέλεσμα με πολύ χαμηλή EOM* και πολύ ψηλή τιμή Rz*. Μεγέθυνση 140 φορές.
Μετρώντας την συσσώρευση εμουλσιόν στο τελάρο (στένσιλ) (EOM)* με μαγνητικό επαγωγικό σύστημα μέτρησης:

Ο τύπος υπολογισμού της EOM είναι ο ακόλουθος:
(γάζα + εμουλσιόν) – γάζα = συσσώρευση εμουλσιόν στο τελάρο (στένσιλ) (EOM) σε μm
Μετρώντας την τραχύτητα της επιφάνειας:

Η γραφίδα διαμαντιού για την μέτρηση τιμών Rz διατρέχει την επιφάνεια την πλευράς εκτύπωσης ενός επιστρωμένου και εκφωτισμένου τελάρου (στένσιλ) σε γωνία 22.5° με τη γάζα. Η τιμή που μετράται δίνεται σε μm.
Προληπτικά μέτρα για αποφυγή προβλημάτων
Τα προβλήματα που αναφέρονται μπορούν να λυθούν λαμβάνοντας τα ακόλουθα μέτρα στην παραγωγή
των στένσιλ:
- Προσαρμόζοντας την EOM στις προδιαγραφές της γάζας.
Η συσσώρευση στην γάζα θα πρέπει να αντιστοιχεί στο 20% του πάχους της τεντωμένης ίνας για εκτύπωση γραμμικών θεμάτων και χοντρών ράστερ αλλά και όταν τυπώνεται μελάνι με περιεκτικότητα σε στερεά κάτω του 50%.
Για εκτύπωση ψιλών ράστερ και εκτύπωση με μελάνια περιεκτικότητας σε στερεά κάτω από 50%, συνιστάται μια συσσώρευση εμουλσιόν γύρω στο 5-10% του πάχους της ίνας.
Εάν το μελάνι που χρησιμοποιείται έχει μεγαλύτερη περιεκτικότητα σε στερεά (όπως τα μελάνια UV), η συσσώρευση στη γάζα πρέπει να είναι 5-10%.
Για ειδικές εφαρμογές, για παράδειγμα, όταν εκτυπώνονται θερμαινόμενα υλικά με ασημένια αγώγιμη πάστα πρόσθετες παράμετροι πρέπει να υπολογιστούν σε σχέση με τη συσσώρευση.
- Όταν χρησιμοποιούνται πάστες εκτύπωσης με κόκκο χρωστικής μεγαλύτερα από το κανονικό, η αναλογία EOM και μεγέθους κόκκου χρωστικής πρέπει να είναι περίπου 2:1, έτσι ώστε να υπάρχει ομοιόμορφη κατανομή πάστας μέχρι τις άκρες της εκτύπωσης.
- Κατά την εκτύπωση πιο λεπτομερών σχεδίων, το πραγματικό μέγεθος του σχεδίου παίζει σημαντικό ρόλο στην επιλογή της EOM. Για να εξασφαλιστεί μια επαρκής επάλειψη πάστας, η EOM δεν πρέπει να ξεπερνάει το μισό μέγεθος του εκτυπωτικού σχεδίου. Εάν αυτή η σχέση ξεπεραστεί, υπάρχει κίνδυνος η δυνάμεις προσκόλλησης στο εκτυπωτικό κανάλι να αποτρέπουν την σωστή εναπόθεση της εκτυπωτικής πάστας.
Η EOM μπορεί, για παράδειγμα, να επηρεαστεί αλλάζοντας τις ακόλουθες παραμέτρους:
- Αλλάζοντας τον αριθμό των περασμάτων επάλειψης. Όσο μεγαλύτερος ο αριθμός περασμάτων από την μεριά της σπάτουλας, τόσο μεγαλύτερη γίνεται η συσσώρευση από την πλευρά της εκτύπωσης.
Διάγραμμα μεταβολής της EOM όταν αυξάνονται οι επαλείψεις από την μεριά της σπάτουλας:

Γάζα 150-31 | AZOCOL POLY-PLUS S | 1.25 mm ακμή σπάτουλας επάλειψης (ΠΕ = Πλευρά Εκτύπωσης, ΠΣ = Πλευρά Σπάτουλας)
- Αλλάζοντας την ακμή της σπάτουλας επάλειψης. Όσο μεγαλύτερη η ακμή της σπάτουλας στην πλευρά επάλειψης, τόσο μεγαλύτερη η EOM στην πλευρά εκτύπωσης.
Διάγραμμα μεταβολών στην EOM χρησιμοποιώντας διαφορετική ακτίνα στην ακμή της σπάτουλας:

Γάζα 120-34 | 2 x ΠΕ / 2 x ΠΣ | AZOCOL POLY-PLUS S
- Αλλάζοντας την περιεκτικότητα στερεών στην εμουλσιόν. Όσο μεγαλύτερη είναι η περιεκτικότητα στερεών στην εμουλσιόν, τόσο μεγαλύτερη είναι η EOM στην πλευρά εκτύπωσης.
Διάγραμμα μεταβολής της EOM με χρήση εμουλσιόν διαφορετικής περιεκτικότητας σε στερεά:

Γάζα 120-34 | 2 x ΠΕ / 3 x ΠΣ | 1.25 mm ακμή σπάτουλας επάλειψης
2. Ελαττώνοντας την τιμή Rz
Μία χαμηλή τιμή Rz στην πλευρά εκτύπωσης είναι σημαντική για να υπάρχουν καθαρά εκτυπωτικά αποτελέσματα. Για την αποφυγή του ‘πριονωτού εφέ’ κατά τη διάρκεια της εκτύπωσης, που προκύπτει από την επιφανειακή τραχύτητα στην πλευρά εκτύπωσης, η τιμή Rz θα πρέπει να είναι κατά κανόνα μικρότερη από 10 microns. Οι τιμές Rz γύρω στα 4 microns δεν συνίστανται για εκτύπωση σε γυαλί. Μια λεία επιφάνεια με ένα εξίσου λείο στένσιλ από κάτω μπορεί να δημιουργήσει vacuum μεταξύ του υποστρώματος και του στένσιλ. Το υπόστρωμα είναι δύσκολο έτσι να αποκολληθεί από το στένσιλ. Ένα ακόμα πρόβλημα είναι η δημιουργία στατικού ηλεκτρισμού κατά τη διάρκεια της εκτύπωσης. Όταν ο στενσιλ διαχωρίζεται από το υπόστρωμα, αποφορτίζεται με αποτέλεσμα το μελάνι να απλώνει παραμορφώνοντας την κουκίδα ή το σχέδιο.
Η τιμή Rz μπορεί, για παράδειγμα, να επηρεαστεί αλλάζοντας τις ακόλουθες παραμέτρους:
- Αλλάζοντας την ποσότητα της εμουλσιόν πάνω στη γάζα
Όσο μεγαλύτερη είναι η EOM με μια wet-on-wet επάλειψη, τόσο χαμηλότερη θα είναι η τιμή Rz.
Διάγραμμα μεταβολών στην τιμή Rz με αύξηση της EOM:

Γάζα 120-34 | AZOCOL POLY-PLUS S
- Επιπλέον επάλειψη με ενδιάμεσο στέγνωμα
Ένας ακόμα τρόπος ελάττωσης της τιμής Rz είναι να επαλειφθεί η ήδη επιστρωμένη γάζα από την πλευρά εκτύπωσης μετά από ενδιάμεσο στέγνωμα. Με την προ-επάλειψη χρησιμοποιώντας την τεχνολογία επάλειψης "wet on wet ", η επιθυμητή EOM μπορεί να επιτευχθεί σε πάχος 2-3 microns. Μετά το στέγνωμα, συνήθως 2 με 3 επιπλέον περάσματα με ενδιάμεσο στέγνωμα γίνονται στην πλευρά εκτύπωσης. Έτσι, μέσω του ενδιάμεσου στεγνώματος, η δομή της γάζας επιφανειακά εξομαλύνεται και η τιμή Rz μειώνεται.
Όσο μεγαλύτερος ο αριθμός των επαλείψεων στην πλευρά εκτύπωσης, τόσο χαμηλότερη γίνεται η τιμή Rz.
Αυτή η τεχνική είναι κατάλληλη για εκτύπωση με στέγνωμα UV και εκτύπωση σχεδίων με ψιλό ράστερ, επειδή όπως και με την μικρή EOM, χαμηλές τιμές Rz μπορούν να επιτευχθούν.
3. Παραγωγή στένσιλ με capillary film
Το capillary film αποτελείται από μια φωτοευαίσθητη εμουλσιόν, που έχει επιστρωθεί με ένα συγκεκριμένο πάχος σε ένα λεπτό πλαστικό φιλμ στο οποίο και στεγνώθηκε. Το στεγνό φιλμ στη συνέχεια εφαρμόζεται με την πλευρά της εμουλσιόν στην γάζα (η οποία πρέπει να έχει υγρανθεί προηγουμένως). Το φιλμ που είναι ακόμα υδροδιαλυτό, φουσκώνει και μέσω της τριχοειδούς δομής της γάζας εισχωρεί στις ανοιχτές περιοχές της. Το επιστρωμένο στένσιλ στεγνώνεται με την πλευρά εκτύπωσης προς τα πάνω. Το κύριο πλεονέκτημα του capillary film είναι ότι η επιφανειακή τραχύτητα καθορίζεται από το πλαστικό φιλμ. Συνεπώς ένα στένσιλ με την βέλτιστη τιμή Rz δημιουργείται με την ελάχιστη δυνατή προσπάθεια. Αυτό αποδίδει τιμή από 3 μέχρι 6 microns, ανάλογα με το είδος του φιλμ και τις ιδιότητες της επιφάνειας του φιλμ μεταφοράς.
4. Παραγωγή στένσιλ με προ-επιστρωμένη γάζα Sefar PCF
Η γάζα PCF της Sefar είναι μια γάζα που είναι μερικώς ή ολικώς επιστρωμένη με μια φωτοευαίσθητη εμουλσιόν. Η προ-επιστρωμένη γάζα τεντώνεται και κολλιέται στο τελάρο είτε στην εκάστοτε επιχείρηση είτε σε κάποια επιχείρηση που παρέχει τέτοιες υπηρεσίες. Η πλευρά της εκτύπωσης καλύπτεται από ένα πλαστικό όπως και στο capillary film. Όπως και με το capillary film, η επιφανειακή τραχύτητα καθορίζεται από το πλαστικό φιλμ μεταφοράς και έχει την βέλτιστη τιμή Rz για εκτύπωση.
Εάν τα στένσιλ κατασκευάζονται με αυτές τις τεχνικές επάλειψης, μπορεί να επιτευχθεί μια σημαντική αύξηση στην ποιότητα εκτύπωσης.

Μακροσκοπική λήψη στένσιλ μεταξοτυπίας με βέλτιστη EOM και τιμή Rz

Εκτυπωτικό αποτέλεσμα με EOM 7 microns και τιμή Rz 5 microns. Μεγέθυνση 140 φορές

Εκτυπωτικό αποτέλεσμα με EOM 7 microns και τιμή Rz 5 microns. Μεγέθυνση 140 φορές
*EOM: Το ακρωνύμιο αυτό προέρχεται από το Αγγλικό «Emulsion Over Mesh», δηλαδή «εμουλσιόν πάνω από τη γάζα» και αναφέρεται στην συσσώρευση της εμουλσιόν πάνω στη γάζα. *Τιμή Rz : Τιμή Rz είναι η τιμή της επιφανειακής τραχύτητας μιας επίπεδης επιφάνειας. Μετράται σε μm.
Τιμή Rz: Τιμή Rz είναι η τιμή της επιφανειακής τραχύτητας μιας επίπεδης επιφάνειας. Μετράται σε μm.
Πλευρά Σπάτουλας- Πλευρά εκτύπωσης: Ως πλευρά σπάτουλας αναφέρεται η πλευρά στην οποία ακουμπάει η σπάτουλα κατά την διάρκεια της εκτύπωσης. Πλευρά εκτύπωσης είναι εκείνη η οποία έρχεται σε επαφή με το υπόστρωμα. (εικόνα.1)
 Εικόνα 1
Εικόνα 1